-
- Видео Следите за нами, где бы Вы не находились Подробнее > >
- ФотогалереяОзнакомьтесь с нашей фотогалереей Подробнее > >
Полипропиленовые трубы и фитинги для холодной и горячей воды




Полипропиленовые трубы для холодной и горячей воды

Полипропиленовые трубы для холодной и горячей воды (PPR) от компании Kingbull производятся из статического сополимера пропилена с этиленом путем полимеризации. Содержание этилена в молекулярной цепи рандом сополимера составляет около 5%. Температура плавления находится на отметке 140℃, температура размягчения по Вика составляет 130℃, тогда предел прочности при растяжении и ударная прочность равняются 270 кДж/см²и 8 кг*см/см² соответственно.
Несмотря на то что, трубы PPR (рандом сополимер полипропилена), обладают меньшей ударной прочностью, чем трубы PP-B (полипропилен блок сополимер), они отличаются лучшим сочетанием всех свойств благодаря своей превосходной устойчивости и длительной деформации ползучести. Они способны выдерживать горячую воду в течение 50 лет при температуре менее 70℃. Таким образом, полипропиленовые трубы являются идеальным вариантом для создания систем холодного и горячего водоснабжения в зданиях.
Применение
Полипропиленовые трубы для холодной и горячей воды служат для создания систем горячего и холодного водоснабжения, а также отопления на промышленных и гражданских объектах.
| Артикул | Размеры (мм) | Упаковка (м/связка) |
| 20×3.4 | 180/300 | |
| 25×4.2 | 140/200 | |
| 32×5.4 | 80 | |
| 40×6.7 | 60 | |
| 50×8.3 | 40 | |
| 63×10.5 | 24 | |
| 75×12.5 | 16 | |
| 90×15.0 | 12 |
| Артикул | Размеры (мм) | Упаковка (м/связка) |
| 20×2.8 | 180/300 | |
| 25×3.5 | 140/200 | |
| 32×4.4 | 80 | |
| 40×5.5 | 60 | |
| 50×6.9 | 40 | |
| 63×8.6 | 24 | |
| 75×10.3 | 16 | |
| 90×12.3 | 12 | |
| 110×15.1 | 8 |
| Артикул | Размеры (мм) | Упаковка (м/связка) |
| 20×2.3 | 180/300 | |
| 25×2.8 | 140/200 | |
| 32×3.6 | 80 | |
| 40×4.5 | 60 | |
| 50×5.6 | 40 | |
| 63×7.1 | 24 | |
| 75×8.4 | 16 | |
| 90×10.1 | 12 | |
| 110×12.3 | 8 | |
| 125×14.0 |
| Артикул | Размеры (мм) | Упаковка (м/связка) |
| 25×2.3 | 140/200 | |
| 32×2.9 | 80 | |
| 40×3.7 | 60 | |
| 50×4.6 | 40 | |
| 63×5.8 | 24 | |
| 75×6.8 | 16 | |
| 90×8.2 | 12 | |
| 110×10.0 | 8 | |
| 125×11.4 | 4 |
Цвета: зеленый, оранжевый, белый, серый или двухцветный
Полипропиленовые фитинги
-

Колено -

Торцевая крышка -

Переход -

Тройник -

Крестовина -

Бурт под фланец -

Обвод -

Колено с наружной резьбой -

Водорозетка с внутренней резьбой -

Запорный вентиль -

Металлический фланец -

Муфта с внутренней резьбой -

Переходная муфта с внутренней резьбой -

Тройник с переходом на внутреннюю резьбу -

Колено с переходом на внутреннюю резьбу -

Соединительная муфта
-

Муфта -

Переход -

Муфта с наружной резьбой -

Переходная муфта с наружной резьбой -

Тройник с переходом на наружную резьбу -

Колено с переходом 90°
-

Переходной тройник -

Фланец
Инструменты для монтажа труб из полипропилена
Насадки для сварки полипропилена выпускаются с тефлоновым покрытием, которое не дает материалу прилипать во время сварки.
Сварочный аппарат работает с умеренной температурой сварки, которая равняется 260±10℃.
-

-

-
Сварочный аппарат и насадки

-
Ножницы для резки труб

В чем достоинство полипропиленовых труб и фитингов Kingbull?
1. Высокое качество сырья
Полипропиленовые трубы и фитинги производства компании Kingbull изготавливаются из высококачественных импортных и отечественных материалов, которые не содержат добавления вторичных материалов, что, в свою очередь, соответствует государственному стандарту КНР GB17219 «Оценка безопасности оборудования и защитных материалов, используемых при подаче воды».
Скорость течения расплава сырьевых материалов находится в пределах 0,2-0,35 г/10 мин (230℃; 2,16 кг). Согласно международному стандарту этот показатель должен составлять ≤0,5 г/10 мин. (См. таблицу ниже).
| Физические свойства | Ед . измерения | Показатели | Стандарт испытаний | |
| Плотность (23 ℃ ) | кг / м ² | 0 , 91 | ISO1183 | |
| Скорость течения расплава (230 ℃ /2,16 кг ) | г /10 мин | 0 , 25~0 , 31 | ISO1133 | |
| Ударная вязкость (при испытании на маятниковом копре) | +23 ℃ | кДж / м ² | Отсутствие трещин | ISO179 |
| 0 ℃ | кДж / м ² | Отсутствие трещин | ||
| -30 ℃ | кДж / м ² | Отсутствие трещин | ||
| Предел прочности на разрыв | Н / мм ² | 24 | ISO527 | |
| Модуль упругости | Н / мм ² | 850 | ||
| Температура размягчения по Вика (10Н) | ℃ | 132 | ISO306/A | |
| Температура плавления (кривая ДСК ) | ℃ | 132 | ISO3146 | |
| Коэффициент линейного расширения | мм / м*К | 1.5×10-4 | DIN53752 | |
| Коэффициент теплопроводности | 0.24 | DIN52615 | ||
2. Передовые технологии
Наша компания сотрудничает с несколькими университетами в области улучшения и оптимизации технологии производства полипропиленовых труб.
1) Благодаря усовершенствованию головок, материалов и процессов, скорость производства увеличилась до 18 м/мин. Расплавленный пластик находится в экструдере очень короткое время, обеспечивая тем самым минимальные потери показателей.
2) В условиях низких температур полипропиленовые трубы и фитинги становятся хрупкими, и чтобы справиться с этой проблемой, мы используем уникальный процесс и формулу, позволяющие повысить ударопрочность при низких температурах.
3) С применением научно-разработанных процессов охлаждения и формования наши пластиковые трубы успешно прошли непрерывное испытание в течение 8760 часов (1 год).
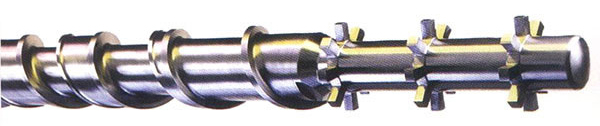
3. Современное производственное оборудование
1) Наши экструдеры оснащены барьерным шнеком, который осуществляет разделение твердого материала и расплава в зоне плавления. Основными характеристиками данного оборудования являются отличный эффект пластификации, минимальные колебания температуры и давления, стабильное качество расплава и многое другое. Оборудованный системой принудительной подачи, он отличается высокой скоростью экструзии. Другими словами, расплавленный материал находится в экструдере очень короткое время, обеспечивая тем самым минимальные потери показателей.
2) Научно-разработанная экструзионная головка гарантирует высокие рабочие характеристики труб, а также привлекательный внешний вид. Оптимальный коэффициент сжатия и длина прямого сечения головки обеспечивает достаточное давление, которое позволяет избежать растрескивания расплавленных материалов, а также их сильного расширения после экструзии. Это сохраняет стабильность размеров труб и делает их глянцевыми.

3) Уникальная система калибровки и охлаждения. Она оснащена специальной функцией предварительного охлаждения, которая позволяет только что экструдированным трубам плотно прилегать к калибровочному штампу и тем самым гарантирует стабильные размеры труб. В то же время, используя метод охлаждения водяной смазкой и оборотной водой, а также уникальный метод калибровки с малым коэффициентом трения, быстрым охлаждением и высокой эффективностью, не только обеспечивает стабильность размеров и округлость труб при высокой скорости производства, но и предлагает высокую степень кристалличности рандом сополимера полипропилена и устранение концентрации напряжения.
4) Лазерный прибор для измерения диаметра используется для проверки наружного диаметра трубы.
5) Высокоскоростной труборезный станок импортного производства выполняет быструю резку полипропиленовых труб без стружки, обеспечивая плоскую и гладкую торцевую поверхность и исключая концентрацию напряжений в разрезе после резки.

6) Мы создали высокотехнологичную лабораторию, оснащенную полным комплектом контрольно-измерительного оборудования, включая пресс для гидравлического испытания, дифференциальный сканирующий калориметр, прибор для определения массовая скорость потока расплава, электронная разрывная испытательная машина, маятниковый копёр Изода и т.д.







Wuhan Kingbull Economic Development Co., Ltd.
Индекс: 430050
Тел.: +86-27-84660965
+86-27-84660961
Факс: +86-27-84469067
